Esta referencia está escrita para ópticos, técnicos de laboratorio, estudiantes de optometría y cualquier persona que quiera entender — no solo usar — una calculadora de espesor de lentes. Cubre:
- La fórmula de la sagita y su derivación desde la geometría esférica
- Cómo la ecuación del fabricante de lentes convierte dioptrías a radio de curvatura
- Por qué la graduación cilíndrica crea un meridiano crítico que domina el espesor
- Tablas completas de propiedades de materiales (índice, Abbe, densidad, resistencia al impacto)
- El modelo de volumen detrás de la estimación de peso
- Limitaciones conocidas y en qué aspectos el software profesional de laboratorio va más allá
Si lo que buscan es la versión interactiva rápida, usen la calculadora gratuita de espesor de lentes y regresen aquí para las matemáticas.
Respuesta directa: El espesor de un lente está determinado por la sagita de su superficie curva, calculada con la fórmula
sag = r - √(r² - (d/2)²), donde el radiorse obtiene de la ecuación del fabricanter = (n - 1) × 1000 / |P|. Para una receta de -5.00D en CR-39 (n = 1.50) con 65 mm de diámetro efectivo, el espesor de borde resultante es 7.43 mm. El mismo lente en MR-7 (n = 1.67) mide 5.96 mm — un 19.8% más delgado.
¿Qué Determina el Espesor de un Lente?
Dos factores controlan qué tan grueso resulta un lente:
- Graduación (en dioptrías). A mayor valor absoluto de la graduación, mayor curvatura, lo que significa más material en los bordes (lentes negativos) o en el centro (lentes positivos).
- Índice de refracción del material. Un índice más alto desvía más la luz por milímetro de material, lo que permite una curva más plana — y por lo tanto un lente más delgado — para la misma graduación.
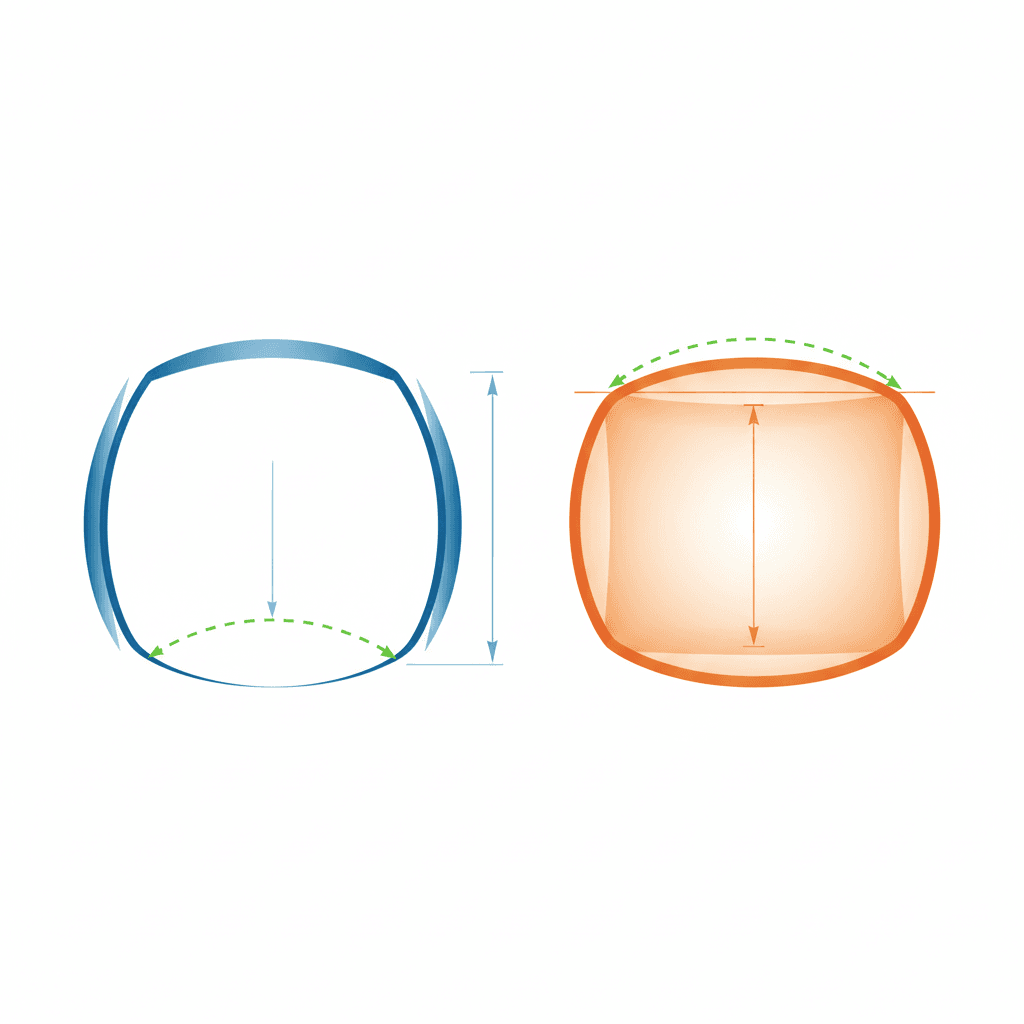
La interacción funciona a través de la geometría. Un lente negativo (que corrige miopía) es delgado en el centro y grueso en los bordes. Un lente positivo (que corrige hipermetropía) es lo contrario — grueso en el centro, delgado en los bordes. La profundidad de la superficie curva — la sagita — es la magnitud que vincula la graduación con el espesor físico.
La Fórmula de la Sagita — De la Geometría a la Óptica
Definición Geométrica
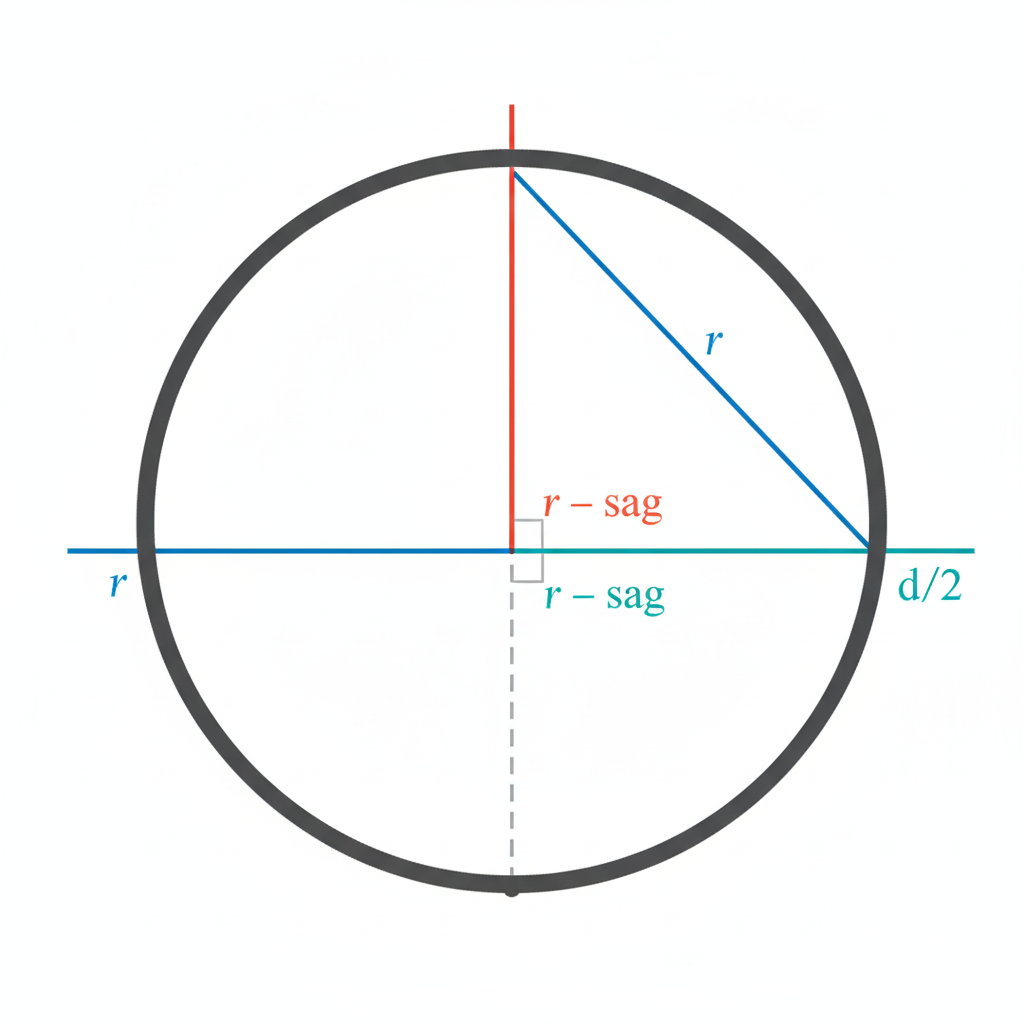
La sagita (del latín “sagitta”, que significa “flecha”) es la distancia perpendicular desde el punto medio de una cuerda hasta el arco de un círculo. Para una esfera de radio r, medida a lo largo de una cuerda de longitud d:
sag = r - √(r² - (d/2)²)Donde:
r= radio de curvatura (mm)d= diámetro del lente en el que se mide la sagita (mm) — generalmente el diámetro efectivo (ED)sag= profundidad de curvatura (mm)
Este resultado se obtiene directamente del teorema de Pitágoras aplicado a una sección transversal de la esfera. El término (d/2) es la mitad de la cuerda (semi-diámetro del lente), y √(r² - (d/2)²) es la distancia desde el centro de la esfera hasta el plano de la cuerda. Al restar de r se obtiene la sagita.
La fórmula aparece en la norma ISO 13666:2019, §4.7 (Ophthalmic optics — Spectacle lenses — Vocabulary) como la definición estándar para la sagita de superficie en especificaciones de lentes oftálmicos. En países hispanohablantes, esta norma se adopta frecuentemente como UNE-EN ISO 13666 (España) o bajo los lineamientos de IRAM en Argentina.
Vinculando Graduación y Curvatura — La Ecuación del Fabricante de Lentes
La potencia óptica en dioptrías se relaciona con el radio de curvatura a través de la ecuación simplificada del fabricante de lentes para una única superficie refractiva:
P = (n - 1) × 1000 / rDonde:
P= potencia de superficie en dioptrías (D)n= índice de refracción del material del lente (adimensional)r= radio de curvatura en milímetros (mm)- El factor de 1000 convierte de metros (la definición de dioptría: D = 1/m) a milímetros
Reordenando para encontrar el radio a partir de una graduación conocida:
r = (n - 1) × 1000 / |P|Se usa el valor absoluto de P porque el radio siempre es positivo — el signo de la potencia indica si la superficie es convexa (positiva) o cóncava (negativa), pero el radio geométrico es el mismo.
Dato clave: Un índice de refracción más alto produce un radio mayor para la misma potencia. Un radio mayor significa una curva más plana, lo que significa menos sagita, lo que significa un lente más delgado. Este es el mecanismo físico completo detrás de “alto índice = más delgado”.
Fuentes: Jalie, M., The Principles of Ophthalmic Lenses, 4th ed. (ABDO, 2016); Keating, M. P., Geometric, Physical, and Visual Optics, 2nd ed. (Butterworth-Heinemann, 2002).
Fórmula Combinada — Ejemplo Resuelto
Combinando ambas ecuaciones, se puede calcular el espesor de un lente a partir de la receta en tres pasos.
Ejemplo: receta de -5.00D, CR-39 (n = 1.50), diámetro efectivo de 65 mm.
Paso 1 — Radio de curvatura:
r = (1.50 - 1) × 1000 / 5.00
r = 0.50 × 1000 / 5.00
r = 100.0 mmPaso 2 — Sagita:
sag = 100.0 - √(100.0² - (65/2)²)
sag = 100.0 - √(10000 - 1056.25)
sag = 100.0 - √8943.75
sag = 100.0 - 94.57
sag = 5.43 mmPaso 3 — Espesor de borde (lente negativo):
Según ANSI Z80.1-2025, el espesor mínimo de centro para plástico estándar es de 2.0 mm:
edge_thickness = center_min + sag
edge_thickness = 2.0 + 5.43
edge_thickness = 7.43 mmAhora comparemos la misma receta en MR-7 (n = 1.67):
r = (1.67 - 1) × 1000 / 5.00 = 134.0 mm
sag = 134.0 - √(134.0² - 32.5²) = 134.0 - 130.04 = 3.96 mm
edge_thickness = 2.0 + 3.96 = 5.96 mmEl lente de 1.67 es 1.47 mm más delgado en el borde — una reducción del 19.8%. Prueben esto con sus propios valores en la calculadora de espesor de lentes.
La Aproximación y Cuándo Falla
Para lentes donde la sagita es pequeña en relación al radio (es decir, graduaciones bajas o diámetros pequeños), la fórmula exacta se simplifica a:
sag ≈ d² / (8r)Esta aproximación paraxial elimina la raíz cuadrada y es computacionalmente más sencilla. Es precisa dentro de un 1% cuando d/r < 0.3 — lo que cubre la mayoría de graduaciones bajas a moderadas en tamaños de armazón estándar.
Cuándo falla:
- Graduaciones altas (> ±8.00D): La sagita se convierte en una fracción significativa del radio. La aproximación puede subestimar entre un 5% y un 15%.
- Blancos de diámetro grande (> 70 mm): Incluso en graduaciones moderadas, la mitad de la cuerda se acerca al radio, rompiendo la suposición de ángulo pequeño.
- Combinación de ambos: Un lente de -10.00D a 70 mm ED en índice 1.50 da r = 50 mm y d/2 = 35 mm, haciendo que
d/r = 1.4. La aproximación falla gravemente en este caso — hay que usar la fórmula exacta.
La calculadora de Optogrid siempre usa la fórmula exacta para evitar estos errores.
Graduación Cilíndrica y el Problema del Meridiano Crítico
La mayoría de las recetas reales incluyen un componente cilíndrico (CYL) para la corrección del astigmatismo. El cilindro agrega potencia en un solo meridiano, creando una superficie tórica con dos meridianos principales distintos:
| Meridiano | Potencia |
|---|---|
| En el eje del cilindro | Solo ESF |
| A 90° del eje | ESF + CYL |
En un lente negativo, el espesor máximo de borde ocurre en el meridiano que tiene la mayor potencia absoluta. La calculadora debe usar este meridiano de peor caso:
effective_power = max(|SPH|, |SPH + CYL|)
Ejemplo Resuelto
Receta: -3.00 ESF / -2.00 CYL × 180°
Meridiano 1 (en eje 180°): -3.00D
Meridiano 2 (en eje 90°): -3.00 + (-2.00) = -5.00D
Potencia efectiva: max(|-3.00|, |-5.00|) = 5.00DUsando CR-39 con índice 1.50 a 65 mm ED:
Sin CYL: r = 166.7 mm, sag = 3.18 mm, borde = 5.18 mm
Con CYL: r = 100.0 mm, sag = 5.43 mm, borde = 7.43 mmIgnorar el CYL subestima el espesor de borde en 2.25 mm — un error del 43%. Para cualquier receta con CYL por encima de ±2.00D, el cilindro domina el resultado de espesor.
Fuentes: Brooks, C. W. & Borish, I. M., System for Ophthalmic Dispensing, 3rd ed. (Butterworth-Heinemann, 2007); Jalie, M., The Principles of Ophthalmic Lenses, 4th ed. (ABDO, 2016).
Propiedades de Materiales para Lentes — Referencia Completa
Siete materiales cubren la gama de plásticos oftálmicos modernos. La tabla siguiente muestra los valores exactos usados en la calculadora, verificados con hojas de datos de fabricantes y fuentes independientes de laboratorio. Para una visión general de cómo estos materiales se clasifican en recetas de prescripción reales, consulten la guía de lentes de prescripción: tipos, materiales e índices de refracción.
| Índice | Material | Monómero | Valor Abbe | Densidad (g/cm³) | Resistencia al Impacto | Uso Típico |
|---|---|---|---|---|---|---|
| 1.50 | CR-39 | PPG CR-39 | 58 | 1.32 | Baja | Graduaciones estándar para adultos |
| 1.53 | Trivex | PPG Trivex | 45 | 1.11 | Muy Alta | Niños, armazones al aire, seguridad — el material más ligero |
| 1.56 | Mid-Index | KOC 55 | 36 | 1.27 | Baja | Un paso arriba del CR-39 para graduaciones leves |
| 1.59 | Polycarbonate | Bisphenol-A | 30 | 1.20 | Muy Alta | Lentes de seguridad, deportivos |
| 1.61 | High-Index | Mitsui MR-8 | 41 | 1.22 | Baja | Graduaciones moderadas a altas |
| 1.67 | High-Index | Mitsui MR-7 | 32 | 1.35 | Baja | Graduaciones altas |
| 1.74 | Ultra High-Index | Mitsui MR-174 | 33 | 1.47 | Baja | Graduaciones muy altas |
Notas sobre los nombres comerciales de monómeros:
- La mayoría de los lentes vendidos como “1.60” o “1.61” usan el monómero Mitsui MR-8 (n real ≈ 1.60). El valor de densidad (1.22 g/cm³) proviene de las especificaciones del MR-8.
- Los lentes “1.67” generalmente usan MR-7. Algunos laboratorios usan MR-10 (densidad 1.37 g/cm³, mejor resistencia térmica); el MR-7 (1.35 g/cm³) es más común.
- Los lentes “1.74” usan MR-174 exclusivamente — no existe una alternativa ampliamente disponible en este índice.
El compromiso principal: Mayor índice = más delgado pero menor valor Abbe. El número Abbe mide la dispersión cromática — cuánto separa el lente la luz blanca en colores. Un Abbe menor significa más aberración cromática, especialmente notable fuera del centro. Para graduaciones por encima de ±4.00D, el beneficio en espesor generalmente supera la penalización cromática para la mayoría de los usuarios.
Fuentes de densidad: POL Optic, especificaciones de materiales; guía de materiales de Laramy-K Independent Optical Lab; especificaciones técnicas de Polycarbonate vs. Trivex de Hoya Vision Care.
Estimación de Peso — La Geometría del Volumen del Lente
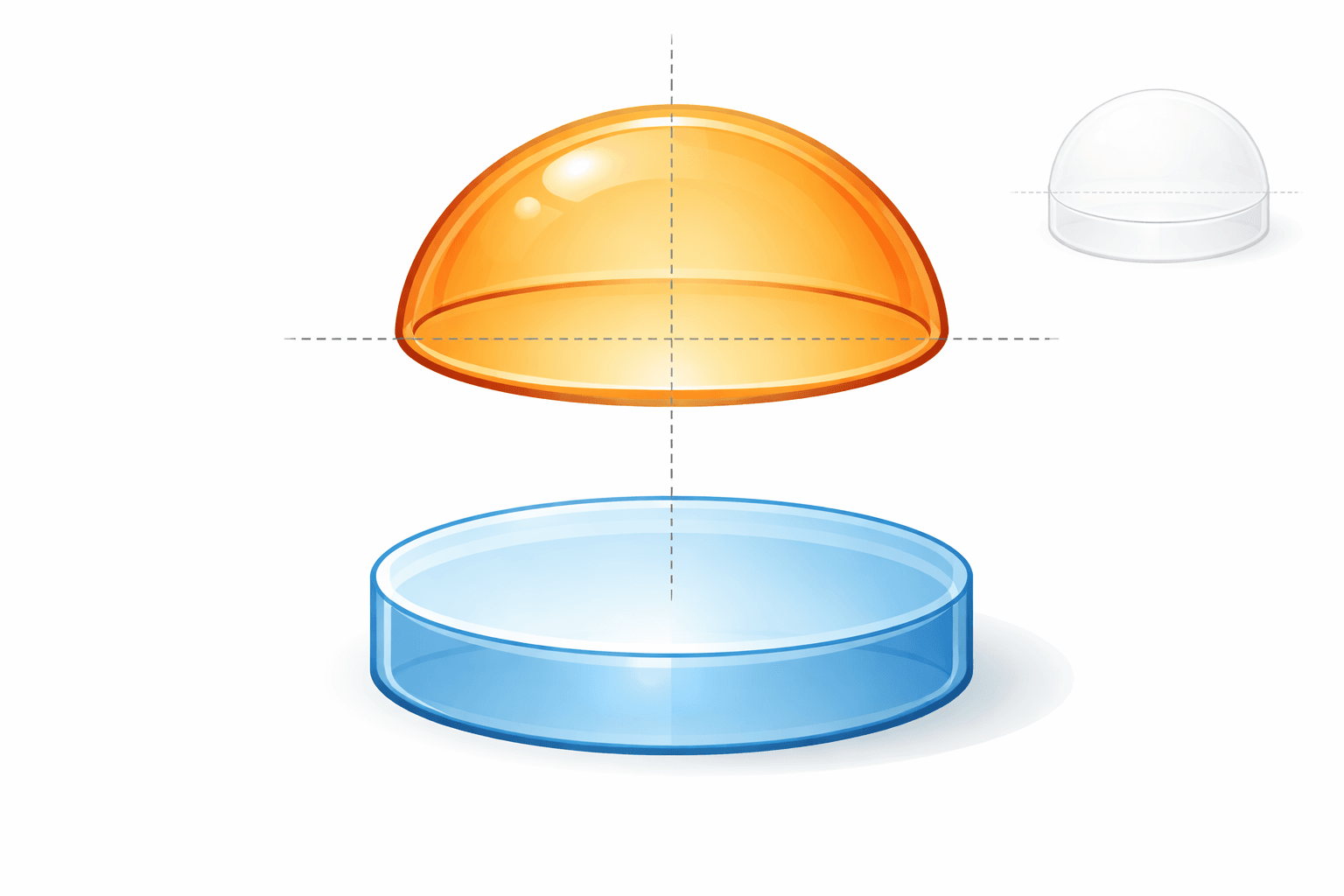
El Modelo de Cilindro + Casquete Esférico
Peso = volumen x densidad. El desafío es estimar el volumen de un lente curvo sin un trazado de rayos completo de ambas superficies. La calculadora usa un modelo de superficie única que divide el lente en dos partes geométricas:
- Un cilindro plano — representa la porción de espesor mínimo del lente (la parte delgada)
- Un casquete esférico — representa la cúpula curva de material adicional que agrega la graduación
V_total = V_cylinder + V_capVolumen del cilindro (la base plana):
V_cylinder = π × R² × t_minVolumen del casquete esférico (la cúpula curva):
V_cap = (π × sag / 6) × (3R² + sag²)Donde:
R= semi-diámetro del lente = ED / 2 (mm)t_min= espesor mínimo del lente:- Lentes negativos: espesor de centro = 2.0 mm (ANSI Z80.1-2025)
- Lentes positivos: espesor de borde = 1.5 mm (mínimo práctico de montaje)
sag= sagita del cálculo de graduación
La fórmula del casquete esférico es un resultado estándar de la geometría de sólidos — el volumen exacto de un casquete de altura h cortado de una esfera, expresado en términos de la altura del casquete y el radio de la base. Ver Weisstein, E. W., “Spherical Cap”, MathWorld (Wolfram Research).
¿Por qué este modelo en lugar de una aproximación de disco plano?
Un enfoque simple usa el espesor promedio:
V_naive = π × R² × (t_center + t_edge) / 2Esto sobreestima el volumen para lentes negativos (donde la disminución sigue una curva, no una línea recta) y subestima para lentes positivos de alta graduación. El modelo de cilindro + casquete respeta la geometría de la cúpula y produce estimaciones de peso más cercanas a los valores reales medidos en laboratorio — generalmente dentro de un 15-25% del peso real del lente biselado.
Factores de Corrección por Forma del Armazón
El modelo de volumen calcula el peso de un blanco circular completo sin cortar. Los lentes reales se biselan para ajustarse al armazón, removiendo material. Un factor de corrección por forma ajusta el peso mostrado:
displayed_weight = blank_weight × shape_factor| Forma | Factor de Corrección | Material Removido |
|---|---|---|
| Redondo | 1.00 | 0% |
| Ovalado | 0.79 | ~21% |
| Rectangular | 0.65 | ~35% |
| Aviador / Piloto | 0.84 | ~16% |
Estos son valores empíricos basados en proporciones típicas de armazones. El caso del armazón redondo es exacto (no se remueve material). Para otras formas, el factor aproxima la relación entre el área del armazón y el área del blanco, con una pequeña corrección por esquinas redondeadas.
Nota: La forma del armazón afecta el peso pero no el espesor máximo. El punto más grueso está determinado por la sagita al radio completo del ED. El biselado remueve material alrededor de la periferia pero no cambia la dimensión máxima que importa para la estética y el ajuste del armazón.
Resultados de Peso que Parecen Contradictorios
Tres resultados que sorprenden a los profesionales cuando usan la calculadora por primera vez:
Trivex es más ligero a pesar de ser más grueso. A -3.00D / 60 mm ED, Trivex produce un lente más grueso que CR-39 (porque n = 1.53 < 1.50 genera una curva más pronunciada). Pero la densidad de Trivex es 1.11 g/cm³ contra 1.32 g/cm³ del CR-39 — la más baja de cualquier material oftálmico. La ventaja en densidad gana: Trivex resulta aproximadamente un 16% más ligero.
El 1.74 puede pesar más que el CR-39 en graduaciones bajas. A -2.00D / 60 mm ED, la reducción de volumen por el índice más alto del 1.74 es pequeña (la diferencia de sagita es de solo 0.5 mm aproximadamente). Pero la densidad del 1.74 es 1.47 g/cm³ — un 11% mayor que la del CR-39. El ahorro modesto en volumen no compensa la penalización por densidad. El punto de cruce depende de la graduación y el diámetro, pero generalmente ocurre alrededor de ±3.00D.
MR-8 (1.61) es más ligero que Polycarbonate. A pesar de tener un índice más alto (1.61 vs. 1.59), MR-8 es más ligero por unidad de volumen — densidad 1.22 vs. 1.20 g/cm³. La ventaja en índice le da a MR-8 menos volumen, y la densidad es casi idéntica. En la práctica, MR-8 es uno de los mejores compromisos entre peso y espesor disponibles: más delgado que Polycarbonate con mejor calidad óptica (Abbe 41 vs. 30).
Limitaciones Conocidas y Orientación Profesional
Esta calculadora modela una única superficie esférica equivalente. Los lentes oftálmicos reales tienen dos superficies, y el software profesional de laboratorio toma en cuenta variables que este estimador omite intencionalmente:
- Selección de curva base. La curva frontal del lente afecta cómo se distribuye el material entre las dos superficies. Curvas base más pronunciadas aumentan el espesor de centro en lentes positivos. Esta calculadora no modela efectos de curva base.
- Diseños asféricos y atóricos. Los diseños asféricos usan una curvatura de superficie variable que reduce el espesor periférico entre un 15% y un 40% comparado con la geometría esférica que se asume aquí. La mayoría de los lentes de alto índice que se venden actualmente son asféricos — el espesor real será menor al que esta calculadora predice.
- Descentración. Desplazar el centro óptico respecto al centro geométrico del lente (para alinearlo con la DIP del paciente) aumenta efectivamente el diámetro de blanco requerido en un lado. Cada milímetro de descentración puede agregar aproximadamente 0.5 mm de espesor de borde para un lente de -5.00D. Esta calculadora asume óptica centrada. Para medir la DP con precisión y minimizar la descentración, ver la guía de medición remota de distancia pupilar.
- Adición (ADD) de lentes progresivos. La adición para lectura en lentes progresivos agrega material en la porción inferior. Un ADD de +2.00 aumenta la potencia positiva efectiva en la zona de lectura, engrosando el lente más allá de lo que predice un modelo de visión sencilla. La correcta medición de la altura de segmento en lentes progresivos también influye en el diámetro de blanco requerido y, por ende, en el espesor final.
- Tratamientos. Los tratamientos antirreflejantes, endurecidos y fotocromáticos agregan peso despreciable (< 0.1 g por superficie) y no se modelan.
- Prisma. El prisma prescrito inclina el lente, haciendo un borde más grueso y el opuesto más delgado. No se modela.
- Variaciones de espesor mínimo. Esta herramienta usa 2.0 mm de espesor de centro según las guías conservadoras de ANSI Z80.1-2025. Los laboratorios pueden producir Polycarbonate y Trivex a 1.0 mm de centro cumpliendo con los estándares de impacto, lo que reduciría los valores calculados.
Recomendaciones Profesionales
- El tamaño del armazón importa más que el material para las diferencias grandes. Reducir el ED en 6 mm puede disminuir el espesor de borde más que subir un paso en índice de refracción. Para pacientes con graduaciones altas, la selección de armazón es la primera conversación. El diámetro mínimo de corte (MBS) determina el blanco mínimo viable para cada combinación de armazón y descentración.
- Prioricen la mejora de índice por encima de ±4.00D de esfera o cuando la descentración exceda 3 mm.
- Para CYL > ±2.00D, la orientación del eje relativa al armazón importa. Un eje a 180° en un armazón ancho expone el meridiano más grueso a lo largo de la dimensión más larga del armazón — estéticamente peor que el mismo CYL a 90°. Esto requiere modelado tórico de dos superficies que va más allá del alcance de esta calculadora.
- Usen esta herramienta para orientación comparativa, no para especificaciones de laboratorio. Siempre verifiquen el espesor real con el laboratorio óptico antes de ordenar.
- Trivex vs. Polycarbonate: Ambos resisten impactos. Trivex tiene mejor claridad óptica (Abbe 45 vs. 30) y mejor resistencia al taladrado para armazones al aire. Polycarbonate es más delgado (1.59 vs. 1.53) y se prefiere cuando el espesor mínimo en esta categoría es lo que importa.
- El 1.56 es la opción intermedia subestimada. Para ±2.00-3.00D, proporciona una reducción de espesor significativa respecto al CR-39 sin el costo adicional del 1.61.
- Revisen el peso, no solo el espesor. Un índice mayor no siempre es más ligero. La comparación de peso revela dónde la densidad anula la ventaja de volumen — más comúnmente en graduaciones bajas con 1.74.
Normas y Referencias
Normas de la Industria
| Norma | Título | Relevancia |
|---|---|---|
| ANSI Z80.1-2025 | Prescription Ophthalmic Lenses — Recommendations | Espesor mínimo de centro (2.0 mm), especificaciones de tolerancia |
| ISO 13666:2019 | Ophthalmic optics — Spectacle lenses — Vocabulary | Definición de sagita (§4.7), terminología de lentes |
| ISO 8980-1:2017 | Uncut finished spectacle lens — Specifications | Requisitos de lentes terminados, tolerancias de potencia |
Nota: En países hispanohablantes de Latinoamérica, las normas ISO se adoptan frecuentemente a través de organismos nacionales. En México, las NOM (Normas Oficiales Mexicanas) y NMX complementan estos estándares internacionales. En Argentina, IRAM publica las versiones locales como IRAM-ISO. En España, las normas UNE-EN ISO son las equivalentes.
Libros de Texto Clave
- Jalie, M. The Principles of Ophthalmic Lenses, 4th ed. (ABDO, 2016). La referencia definitiva de optometría del Reino Unido — cubre derivaciones de sagita, lentes tóricos, propiedades de materiales y cálculo de espesor en profundidad.
- Brooks, C. W. & Borish, I. M. System for Ophthalmic Dispensing, 3rd ed. (Butterworth-Heinemann, 2007). Referencia estándar de dispensación en EE.UU. con capítulos sobre potencia de lentes, espesor, selección de materiales y ajuste de armazones.
- Keating, M. P. Geometric, Physical, and Visual Optics, 2nd ed. (Butterworth-Heinemann, 2002). Derivación rigurosa de la ecuación del fabricante de lentes y óptica de vergencias desde los principios fundamentales.
Referencias en Línea
- Edmund Optics SAG Calculator — Calculadora independiente de sagita para verificación.
- Wolfram MathWorld — Spherical Cap — Derivación de la fórmula de volumen.
- Mitsui Chemicals MR-Series — Especificaciones de monómeros MR-8, MR-7, MR-174.
- POL Optic Material Specifications — Tabla de referencia de densidad y valor Abbe.
Preguntas Frecuentes
¿Cuál es la fórmula de la sagita para el espesor de lentes?
La fórmula exacta es sag = r - √(r² - (d/2)²), donde r es el radio de curvatura en milímetros y d es el diámetro efectivo del lente en milímetros. Esta expresión se deriva directamente del teorema de Pitágoras aplicado a una sección transversal esférica, y es la definición estándar de sagita de superficie según ISO 13666:2019, §4.7.
El radio de curvatura se obtiene de la ecuación del fabricante de lentes: r = (n - 1) × 1000 / |P|, donde n es el índice de refracción del material y P es la graduación en dioptrías. Para una receta de -5.00D en CR-39 (n = 1.50) con 65 mm de diámetro efectivo, esto produce r = 100.0 mm y sag = 5.43 mm. El espesor de borde es la sagita más el espesor mínimo de centro: 5.43 + 2.0 = 7.43 mm. Para graduaciones superiores a ±8.00D o diámetros mayores a 70 mm, debe usarse la fórmula exacta — la aproximación paraxial sag ≈ d²/(8r) puede subestimar hasta un 15%.
¿Por qué un índice de refracción más alto hace los lentes más delgados?
Un índice de refracción más alto desvía más la luz por milímetro de material. Esto significa que la superficie del lente puede tener un radio mayor (curva más plana) para la misma potencia óptica. Una curva más plana produce menos sagita — menos profundidad de curvatura — y por lo tanto menos material en los bordes (lentes negativos) o el centro (lentes positivos).
¿Cómo se calcula el peso de un lente a partir del espesor?
La calculadora modela el lente como un cilindro plano más un casquete esférico. El volumen del cilindro es π × R² × t_min. El volumen del casquete es (π × sag / 6) × (3R² + sag²). El peso total es igual al volumen total (convertido a cm³) multiplicado por la densidad del material en g/cm³. Luego se aplica un factor de corrección por la forma del armazón.
¿Qué es el problema del meridiano crítico en recetas con cilindro? El cilindro agrega potencia en un solo meridiano, creando una superficie tórica con dos meridianos principales distintos. Para una receta como -3.00 ESF / -2.00 CYL × 180°, el meridiano en el eje 180° tiene -3.00D y el meridiano a 90° del eje tiene -5.00D.
En un lente negativo, el espesor máximo de borde ocurre en el meridiano con mayor potencia absoluta. La calculadora debe usar la potencia efectiva del peor caso: effective_power = max(|SPH|, |SPH + CYL|). Para la receta del ejemplo, esto es max(|-3.00|, |-5.00|) = 5.00D.
El impacto es significativo: usando solo la esfera (-3.00D) se obtiene un espesor de borde de 5.18 mm, mientras que usando la potencia cilíndrica correcta (-5.00D) el espesor es de 7.43 mm. La diferencia es de 2.25 mm — un error del 43%. Para cualquier receta con CYL superior a ±2.00D, el componente cilíndrico domina el resultado de espesor y no puede ignorarse. Esta es una fuente común de errores en estimaciones manuales y en herramientas de cálculo simplificadas.
¿Por qué Trivex es más ligero que CR-39 a pesar de ser más grueso?
Trivex tiene un índice de refracción menor (1.53 vs. 1.50), lo que produce algo más de sagita — y por tanto más espesor. Pero la densidad de Trivex es 1.11 g/cm³, la más baja de cualquier material oftálmico, contra 1.32 g/cm³ del CR-39. La ventaja del 16% en densidad compensa con creces el pequeño aumento de volumen.
¿Qué tan precisa es una calculadora de espesor de superficie única?
Para selección comparativa de materiales, muy confiable — la clasificación de cuál material es más delgado o ligero se mantiene independientemente de la simplificación. En valores absolutos, la estimación queda dentro de un 15-25% del peso real del lente biselado medido en laboratorio. Los lentes reales usan dos superficies, diseños asféricos y consideran la descentración, todo lo cual reduce el espesor real por debajo de la estimación de superficie única.
¿Qué norma ANSI regula el espesor mínimo de lentes?
ANSI Z80.1-2025 recomienda un espesor mínimo de centro de 2.0 mm para lentes plásticos estándar (CR-39). Polycarbonate y Trivex pueden cumplir con los requisitos de impacto de la FDA a 1.0 mm de espesor de centro, pero 2.0 mm es la línea base conservadora que usan la mayoría de las herramientas de estimación.
Prueben estas fórmulas con sus propios valores de graduación en la calculadora gratuita de espesor de lentes.

Ingeniero de software con más de veinte años de experiencia y una sólida trayectoria en la industria óptica, gracias al negocio familiar. Impulsado por la pasión de desarrollar soluciones de software con impacto, me enorgullece ser un solucionador de problemas comprometido, enfocado en transformar desafíos en oportunidades de innovación.